
Содержание
Особенности аргонной сварки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
История появления
В конце XIX столетия американский ученый Чарльз Коффин впервые использовал инертные газы для сваривания изделий из металла. Его исследования были основаны на опытах русских физиков Василия Петрова и Николая Славянова, открывших дуговой метод сварки деталей. Новая технология не позволяла сваривать заготовки из алюминия и магния, что обусловлено изменением степени окисления материалов при взаимодействии с воздухом. В 30-х гг. XX в. технология TIG сварки была усовершенствована американскими учеными Расселом Мередитом и Нортропом Эйкрафтом. В 1941 г. инертные газы стали активно применяться для сваривания магния на постоянном токе. Спустя несколько лет специалисты компании Northrop Corporation начали использовать технологию ТИГ для соединения алюминиевых, магниевых и никелевых деталей. Это способствовало развитию авиационной промышленности и ракетостроения.
Принцип действия аргонодуговой сварки
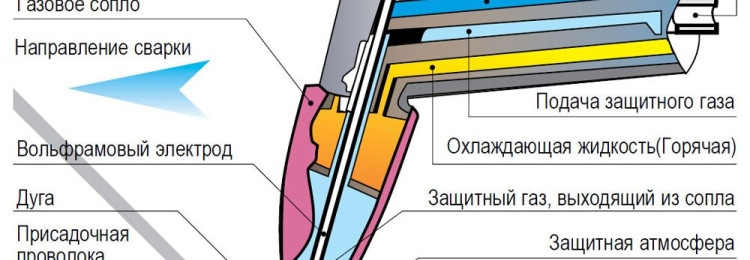
Во время сварки процесс плавления происходит в газовой среде аргона. Главное орудие – это электрическая дуга. Именно в этой дуге происходит преобразование электрической энергии в тепловую. Потому что плотность именно тепловой энергии способна расплавить металл.
На открытом воздухе зона сплавления металлов должна быть закрытой от кислорода, так как воздух очень плохо влияет на качество сплавки металлических швов.
Во время сварки через сопло подаются специальные газы, которые как бы вытесняют кислород и азот, таким образом, защищая швы металла во время сваривания.
Как упоминалось ранее, зачастую аргонная сварка производится с помощью вольфрамового электрода, т.е. TIG (GTAW). Но также дополнительно можно применять такие газы как гелий, азот, водород или на крайний случай углекислый газ. Но в углекислоте сварку нужно производить уже не вольфрамовым, а угольным электродом или плавящимся электродом (MIG, GMAW).
Что касается типов аргонодуговой сварки, то их существует несколько.
Преимущества и недостатки

По отношению к другим методам сварки, аргонная выделяется рядом преимуществ. Благодаря ей можно:
- получить качественные соединения, швы которых лишены пор и примесей;
- уменьшить нагрев свариваемых деталей, свести к минимуму их деформацию;
- обеспечить высокую скорость за счет высокой температуры дуги;
- сваривать металлы, неподдающиеся другим методам;
- работать с тонкостенными металлическими деталями.
В результате использования принципа работы аргонно дуговой сварки получается аккуратный, равномерно проплавленный шов.
Но метод не лишен некоторых недостатков, выраженных в:
- наличие сложного оборудования, которое нуждается в точных настройках;
- необходимости специальных знаний.
Автоматический режим не всегда применим для работы с короткими швами.
Выделяют следующие преимущества аргонодуговой сварки:
- При сваривании металла его поверхность не деформируется, что обусловлено узкой зоной прогрева.
- Сварочный шов не требует очистки.
- Экологичность: ТИГ сварка не оказывает негативное влияние на окружающую среду.
- Универсальность: этот метод сваривания металлов можно применять при обработке деталей разной толщины и формы.
- Низкая сложность технологического процесса. Сваривание изделий при помощи технологии TIG могут производить сварщики, не имеющие высокой квалификации.
- Аргон не позволяет свариваемым деталям взаимодействовать с кислородом, что позволяет увеличить прочность сварочного шва.

ТИГ сварка имеет следующие недостатки:
- Высокая стоимость используемого оборудования.
- Низкая эффективность при сваривании изделий на открытом воздухе. Для защиты металлов от кислорода необходимо увеличивать подачу инертного газа, что приводит к перерасходу ресурсов.
- Для обработки труднодоступных участков необходимо дополнительно обрезать электрод или увеличивать его вылет.
- При использовании функции TIG Lift во время эксплуатации сварочных инверторов на поверхности заготовок могут возникнуть следы.
Основные недостатки ТИГ сварки зависят от профессиональных навыков сварщика и опыта работы.
Виды аргоновой сварки
Различают несколько разновидностей аргоновой сварки. Она может проводиться такими способами:
- Ручными.
- Полуавтоматическими.
- Автоматическими.
В основе классификации, помимо степени автоматизации процесса, лежат виды используемых электродов.
Электроды бывают плавящиеся и неплавящиеся. Примером последнего электрода выступает тугоплавкая вольфрамовая проволока, которая позволяет обеспечить надежное соединение деталей, даже если они по своему типу относятся к разнородным материалам. Реже применяется графит.
Электроды производятся с разными диаметрами и материалами для отличающихся свариваемых металлов.
Таким образом, различают такие виды аргоновой сварки, как:
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Наибольшее распространение сегодня приобрели два способа сварки — ААД и РАД.
Использование плавящихся электродов возможно только в автоматическом режиме. Для этого применяются особые установки и аппараты, которые сваривают спецгорелкой, оснащенной электродвигателем, который передает проволоку из катушки. Плавящийся электрод одновременно используется для поджога и выступает паяльным материалом. Проводник в процессе поджога плавится и предоставляет массу для шва.
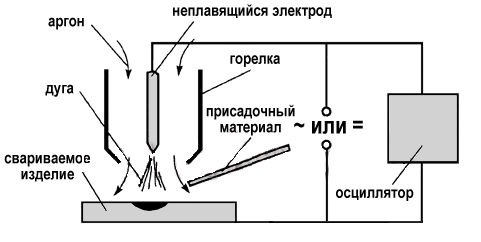 Схема аргонодуговой сварки
Схема аргонодуговой сварки
Автоматическая аргонодуговая сварка в основном применяется только на различных промышленных предприятиях (в частности, по производству металлоконструкций, для сварки в стационарных и монтажных условиях медных шин), что связано с дороговизной автоматических установок и сложностью их настройки. Гораздо проще сварить несколько деталей вручную, но если требуется высокая производительность, то без оборудования не обойтись.
Классификация аргонодуговой сварки
Сварка аргоном цветных металлов может производиться несколько способами. Каждый из них обладает отличительными особенностями, от которых зависит качество и прочность сварного шва.

Выделяют следующие виды аргоновой сварки:
- Ручной способ – РАД сварка. Перед тем как приступать к РАД сварке, стоит рассмотреть, что это за процесс. Работа выполняется сварщиком, он производит перемещение горелки, подачу сварочной проволоки. Во время него применяются только вольфрамовые электроды;
- Механизированная или полуавтоматическая сварка металла аргоном. Во время этого процесса проволока подается при помощи машины, а горелку удерживает сварщик. К самому популярному примеру этого метода относится сварка нержавейки полуавтоматом. Механизированная аргоновая сварка дуговая при помощи плавящегося электрода также относится к этому методу. Сварочный процесс нержавейки полуавтоматом в среде углекислого газа – является еще одной узкоспециализированной технологией, которая также относится к этой группе;
- Автоматическая аргонодуговая сварка. Во время этого процесса автомат управляется дистанционно оператором и производит перемещение и подачу проволоки. В последнее время часто во время автоматических сварочных процессов применяются специальные устройства – роботы, которые не требуют участия человека. Данный метод пользуется популярностью на больших производствах.
Технологически аргонодуговая сварка разнится типами электродов, по питанию – постоянным или переменным напряжением. По уровню механизации она подразделяется на:
- ручную. Сварщик направляет горелку и подает проволоку вручную;
- механизированную. Горелка перемещается сварщиком, а сварочная проволока подается специальным механизмом;
- автоматизированную. За перемещение горелки и подачу проволоки отвечает механическое устройство, контролируемое оператором;
- роботизированную. Оборудование, работающее согласно заложенной программе, не нуждается в присутствии человека.
Первые два вида, помимо промышленности, применяются в быту. Автоматизированные системы используются на крупных предприятиях.
Сварочный источник питания
Для подачи электричества в процессе TIG сварки используются следующие виды источников питания:
- Блок питания для MMA сварки. Он имеет внешнюю вольтамперную характеристику, позволяющую осуществлять розжиг электрической дуги.
- Блок питания AC/DC. Он оснащен функциональными кнопками, позволяющими регулировать форму шва. С помощью этого устройства можно производить сварку как при переменном, так и при постоянном токе.
- Установки PROTIG и MECHTIG. Они созданы на базе инверторного источника питания DC. Управление процессом сварки осуществляется при помощи компьютерного устройства.

Выбирать блок питания необходимо в соответствии со схемами сварочного инвертора. В противном случае приборы не смогут подключиться к единой электросети. Важно, чтобы сварочные инверторы для TIG сварки были оборудованы влагоотделителями. Они не позволяют влаге проникнуть аргоновую среду. При попадании жидкости на свариваемую поверхность на шве появиться множество трещин.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Подготовка деталей к сварке – зачем она нужна

Качество сварного шва напрямую зависит от тщательности подготовки поверхности изделий из алюминия. Пренебрегая этим правилом, вы рискуете получить негативный результат, даже, если используете высококачественный инвертор и первоклассный аргон.
Поэтому перед тем, как приступить к сварочным работам, необходимо:
- Обезжирить поверхность при помощи растворителя (уайт-спирита, бензина или ацетона).
- Зачистить поверхность от оксидной пленки механическим или химическим способом.
- Дать просохнуть обработанным изделиям после химической обработки специальными составами.
Механический способ зачистки при помощи проволочной щетки или наждачной бумаги допускается при сварке в домашних условиях.
На производстве используется химический способ очистки, включающий травление в щелочных растворах, промывку в горячей и холодной воде, осветление и окончательную просушку.
Этапы выполнения
При выполнении аргонодуговой ручной сварки необходимо придерживаться следующего алгоритма действий:
- Настроить сварочный режим.
- Очистить соединяемые металлы.
- Включить на рукоятке горелки кнопку для подачи защитного газа в сварную зону (горелку следует взять в правую руку). Это нужно сделать примерно за 20 секунд до начала сварки. Присадочная проволока должна быть в левой руке.
- Горелка опускается так, чтобы между электродом и поверхностями осталось расстояние до 2 мм. Электрод из горелки должен вставляться в горелку, чтобы на поверхности оставался стержень длиной не более 5 мм.
- Включить сварочный аппарат и передать напряжение на электрод. Между ним и металлом возникает дуга, а из горелки подается в зону сварки аргон. Присадочная проволока под действием электрической дуги расплавляется и покрывает зазор.
- Осуществить медленное движение вдоль шва.
Электрод желательно не зажигать при помощи соприкосновения со свариваемыми металлами, как при обычной сварке, для этого используется осциллятор (он подает высоковольтные импульсы для зажигания дуги). Без него вольфрамовый электрод загрязняется.
Технология сварки аргоном должна проводиться правильно с учетом всех требуемых правил. Во время этого процесс обязательно должны использоваться неплавящиеся электроды.
Для проведения сварки обязательно требуется подготовить необходимые элементы:
- Источник питания;
- Горелка с вольфрамовым электродом;
- Газовый баллон с аргоном;
- Присадочная проволока.
Электрод устанавливается в держатель горелки, он должен выступать вперед на 2-5 мм. Диаметр данного компонента подбирается в зависимости от характера сварного шва, толщины соединяемых металлических деталей. Вокруг держателя электрода располагается сопло, которое осуществляет подачу электрода в область сварки при проведении работ.
Как варить аргонной сваркой? Сварочный процесс с поддувом выполняется в следующей последовательности:
- Очищение поверхности зоны сварки;
- Приведение горелки в рабочее положение – подача аргона для создания защитного слоя и розжиг дуги;
- Процесс выполнения сварного шва.
Каждый сварщик должен знать, как варить аргоновой сваркой, важные особенности данного процесса и последовательность всех действий. Перед тем как приступать к сварке стоит произвести тщательное очищение кромочной поверхности соединяемых деталей от загрязнений и оксидной пленки. Для этих целей может применяться механический и химический способ очистки, после которого производится обезжиривание поверхностей.
После этого оборудование приводится в рабочее состояние:
- Источник питания подключается к электрической сети;
- К детали, которая подлежит сварке, при помощи кнопок на горелке подается защитный газ. А сама деталь подключается к «массе»;
- При помощи высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия;
- Газ должен подаваться заранее, примерно за 20 секунд перед подачей тока. Это требуется для обеспечения защитного слоя.
При проведении процесса ни в коем случае нельзя допускать касания вольфрамового электрода свариваемой поверхности. Он должен располагаться на минимальном расстоянии от нее (2 мм), это позволит создать малую сварочную дугу. В данной ситуации она сможет обеспечить максимальное проплавление металла по толщине.
Сразу же после разжигания дуги сварщик приступает к созданию шва в области, которая защищена аргоном. Что такое аргоновая сварка и как она производится? Рассмотрим весь процесс:
- При помощи горелки, которая располагается в правой руке, сварщик медленно ведет дугу строго по линии шва;
- Левой рукой специалист навстречу движению горелки подает присадочную проволоку в область сварки;
- Присадочная проволока должна постоянно находиться перед горелкой под небольшим углом от 150 до 300 по отношению к свариваемой поверхности;
- Электрод с горелкой должен образовывать угол в 900.
Во время выполнения ручных сварочных работ не стоит допускать резкую подачу присадочной проволоки. Это может привести к сильному разбрызгиванию металла и к образованию неровной линии сварного шва. После окончания сварочных работ подача аргона не должна прекращаться сразу, это предотвратит окисление еще не остывшего металла.
Инверторная сварка в аргоне
Что это инверторная аргоновая сварка? Этот метод считается самым востребованным видом аргонодуговой технологии. Его используют в промышленных и бытовых условиях. Во время этого процесс применяется инвертор для аргонодуговой сварки, это тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Кроме этого оборудование обладает дополнительным преимуществом, которое состоит в адаптации к скачкам напряжения источника питания.
Инверторный сварочный аппарат обладает компактными размерами, он нетяжелый и выполнен из прочной основы. Он прекрасно подходит для проведения сварочных работ в любых условиях – дома и на производстве. Кроме этого он обладает легким управлением, с которым смогут справиться даже новички.
Что можно варить инверторной аргоновой сваркой? Данная технология отлично подходит для сваривания нержавейки, меди, алюминия, цветных металлов. При помощи инвертора процесс выполняется достаточно легко, требуется только двигать горелкой вдоль шва. Если соблюдать все технологические требования, сварное соединение выходит узким и ровным.
Правильная аргоновая горелка
Главные задачи горелки состоят в подаче электроэнергии и создании газовой защиты. При проведении сварочного процесса важно выбрать правильную горелку, это также важно, как выбор правильных расходников. В аргонодуговой сварке применяется специальная горелка с неплавящимся вольфрамовым электродом – именно таким способом производится сваривание нержавеющей стали.

К главным техническим свойствам правильной горелки, в соответствии с которыми нужно ее выбирать, относят:
- Допустимые показатели сварочного тока или его мощность;
- Тип охлаждения горелки при сильных и слабых токах;
- Показатели длины кабеля;
- Наличие сопла из керамической основы и фиксатора вольфрамового электрода;
- Универсальность горелки – способность подключаться к разным сварочным аппаратам.
Принцип работы горелки в аргонной сварке состоит в следующем:
- Включается все сразу – подается газ на горелку, начинается активная циркуляция охлаждающей жидкости, а затем подключается сам сварочный аппарат;
- После того как образуется защитный слой из аргона производится поджигание дуги, осуществляется разогрев заготовок до температуры плавления, а присадочная проволока помещается в образовавшуюся рабочую ванну;
Размещение присадочной проволоки и электрода из вольфрамовой основы вдоль сварного соединения.
Розжиг дуги при разных электродах
Во время использования расплавленных электродов розжиг дуги происходит при соприкосновении электрода с изделием. Электродная проволока при касании металлического изделия начинает искрить и вокруг нее начинается активное испарение паров железа. Именно они оказывают влияние на степень ионизации аргона, они ее снижают, поэтому розжиг дуги происходит достаточно быстро и легко.
При применении неплавящихся электродов розжиг дуги таким способом будет невозможен. Дело в том, что чистый сварочный аргон обладает высоким показателем ионизации, и для розжига он требует более сильную искру. А при касании вольфрамового электрода поверхности металла ее не удается получить. Также во время ее касания происходит сильное загрязнение поверхности и ее оплавление.
По этой причине для разжигания дуги при вольфрамовом электроде используется вспомогательный прибор, который называется осциллятором. При помощи него после включения устройства на электрод подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и металлической поверхностью изделия с последующим розжигом дуги.
Обычно для создания сварного шва применяется аргонодуговая сварка с постоянным и переменным током. Если сварочный процесс выполняется в режиме переменного тока, то осциллятор выполняет роль стабилизатора, который подает импульсы в моменты замены полярности. Это обеспечивает стабильное горение сварочной дуги.
Во время сварки с применением постоянного тока на анодном и катодном конце величина выделяемого тепла может быть разной. При значении меньше 300 ампер до 70 % выделяемого тепла образуется на аноде и только 30 % на катоде.

Для обеспечения большого нагрева металла, которое приводит к его расплавлению и исключению перегрева электрода, используется прямая полярность. В этом случае самое сварное изделие является анодом, а электрод служит катодом.
А что варят аргоновой сваркой с такой схемой? Она отлично подходит для сваривания меди и ее сплавов, ее применяют для цветных металлов, исключением является алюминий и его сплавы. Для этого металла используется сварка с переменным током, которая позволяет эффективно удалить окисный поверхностный слой.
Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала:
| Толщина пластин, мм | Сила тока, А | Диаметр вольфрамового электрода, мм |
| 1 | 30 — 40 | 1.6 |
| 1.5 | 45 — 60 | 2.3 |
| 2 | 70 — 80 | 2.3 |
| 3 | 90 — 120 | 3.2 |
Подачу тока важно установить ступенчатого типа, с плавным розжигом, восходящим значением в процессе ведения шва, и постепенным затуханием при завершении горения. Это позволит избежать образования кратера в конце соединения.
Расход аргона при сварке выставляется на манометре, ближнем к газовому шлангу. Российские модели требуется установить в пределах от 6 до 11 литров. Это погрешность измерительного прибора, которая доводится до оптимального значения только практическим путем. Если манометр импортного производства (немецкий, чешский), то можно сразу поставить 8 литров.
В настройках аппарата важно установить и последующее время продувки газом, после прекращения горения дуги. Длительность подачи аргона выставляется на значение в пять секунд, что дает достаточно времени на застывание ванны и охлаждение электрода.
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
Толщина металла, мм Диаметр вольфрамового электрода, ммСила тока, А
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
- https://svarkalegko.com/tehonology/argonovaya-svarka.html
- https://sterbrust.tech/spravochnik/svarka/argonodugovaya-svarka-tig.html
- https://weldering.com/argonnaya-svarka
- https://TehnoPanorama.ru/instrumenty/argonovaya-svarka.html
- https://elsvarkin.ru/texnologiya/vidy/svarka-argon/
- https://osvarka.com/vidy-i-sposoby-svarki/osobennosti-argonovoi-svarki
- https://svarkalegko.com/tehonology/kak-varit-alyuminij-argonodugovoj-svarkoj.html
- https://www.tiberis.ru/stati/svarka-alunimija-argonom-ac-tig




