

Содержание
Как научиться правильно варить сваркой: виды сварочных аппаратов и подробная инструкция
За счет долговечности и надежности сварочных креплений не осталось ни одной промышленной отрасли, где бы не применялась данная технология.
Владение электрическим аппаратом для сварки позволит сооружать любые металлические конструкции, начиная от простого забора на даче и заканчивая многофункциональным мангалом или ажурными качелями в саду.
Поэтому мы рассмотрим, как правильно варить сваркой, и расскажем про все секреты и нюансы сварочной техники, чтобы ваш первый шов был аккуратным и прочным.
Технология сварочных работ
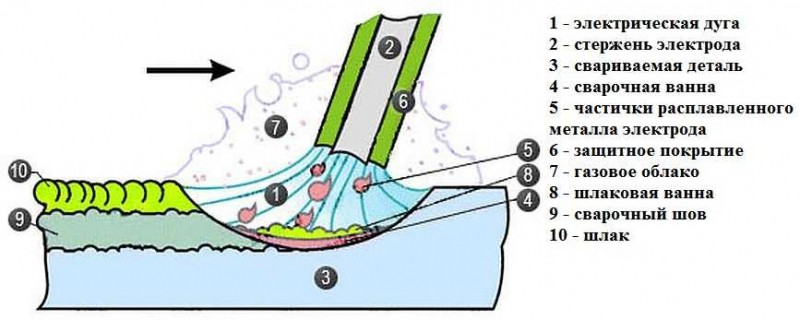
Чтобы научиться, правильно варить сваркой, надо знать о том, что дуговая электрическая сварка – это процесс крепления металлов с помощью электрической дуги между электродом и поверхностью обрабатываемого материала. Образующаяся при этом повышенная температура способствует одновременной расплавке металлической основы и электрода. Причем появляется так называемая сварочная ванна, где металл основания соединяется с расплавленным электродом.
Объемы ванны зависят непосредственно от формы краев соединяемых поверхностей, режима сварки, положением изделий в пространстве, скорости движения электрода, и т. д. и составляет в ширину 7-15 мм, глубиной около 5 мм и длиной 11-32 мм.
Сгорать от повышенной температуры металлу не позволяет газовый слой, который образуется при расплавке обмазки электрода, он полностью вытесняет кислород из участка плавления. После удаления сварочной дуги металл кристаллизуется и появляется общий шов деталей, защищенный слоем шлака, его после охлаждения удаляют.
Основные преимущества электродуговой сварки:
- доступность;
- возможность варки разных материалов без переналадки устройства;
- хорошая производительность;
- доступные расходные материалы;
- отличное качество шва.
К минусам этого метода можно отнести необходимость подготовки свариваемых краев и непременное наличие электричества.
Выбор оборудования и материалов
Перед тем, как начать варить сваркой, нужно для себя уяснить, что данный процесс сопровождается появлением брызг и искр горячего металла, опасностью для глаз и выделением токсичных газов.
Потому, чтобы безопасно варить, надо запастись не только качественным оборудованием, но и необходимой экипировкой. Чтобы начать варить, вам будут необходимы:
- сварочный аппарат;
- молоток сварщика;
- набор электродов;
- спецодежда;
- сварочная маска;
- металлическая щетка.
Как правильно выбрать сварочный аппарат
Научиться грамотно варить сваркой сможет помочь качественный сварочный аппарат с возможностью регулировать напряжение тока 10-200 А.
Естественно, собрать простой сварочный трансформатор можно и самому, но в этом случае о том, как правильно варить тонкий металл, можно и не думать, так как для этой работы требуются минимальные значения напряжения. Заводские же аппараты делятся на:
- Сварочные инверторы. Эти аппараты предоставляют множество возможностей, чтобы варить электродами с любыми оптимальными характеристиками. Электронные компоненты системы инверторов дают возможность отрегулировать силу тока, форсирование дуги, скорость зажигания и т. д., это обеспечивает великолепную свариваемость деталей. Помимо этого, инверторы имеют малый вес и довольно компактны.
- Сварочные выпрямители. Эти устройства оборудованы диодным выпрямителем, за счет которых переменное напряжение переходит в постоянное, которое требуется для образования дуги. Варить металл с помощью выпрямителей чуть проще за счет стабильной высокой дуги.
- Сварочные трансформаторы. Используются для снижения напряжения с одновременным увеличением силы тока. Являясь производительными и недорогими аппаратами, они довольно хорошо сваривают металл, но имеют недостатки в виде большой массы, сильной «просадки» напряжения и нестабильной дуги.
Про то, какой сваркой лучше варить, споры идут постоянно. Некоторым сварщикам нравится надежность и простота трансформатора, некоторым нравится ручная сварка выпрямителем. Но научиться варить сваркой удобней всего с помощью сварочного инвертора. Возможность регулировки напряжения даст возможность правильно варить металл буквально на первых этапах.
Как выбрать электроды
Для дуговой ручной сварки используют стержневые электроды с защитной обработкой проволоки. Металл проволоки обязан соответствовать виду свариваемых материалов, потому для сварки магниевых, бронзовых или стальных металлов применяют разные электроды.
Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от воздействия азота воздуха и кислорода. Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопрос, какие электроды выбрать, у новичков не появляется, потому что учиться ремеслу чаще всего начинают сваркой простейших низкоуглеродистых сталей.
Использование сварочных выпрямителей дает возможность использовать для таких, и нержавеющих металлов, электроды марки УОНИИ, которые предназначены для варки прямым током.
Электроды марки АНО, можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать и с обратным, и с прямым током, потому любители их выбирают гораздо чаще, нежели УОНИИ.
С учетом толщины свариваемых частей используют электроды сечением 1,6-5 мм. При этом, 4-5 мм стержни используют для порезки металлов, выставляя наибольшую силу тока.
Узнать нужный диаметр электрода можно с помощью таблиц зависимости данного параметра от толщины материала, а также с помощью различных формул. Новички не часто используют электроды диаметром больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) почти не зависят от диаметра проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки напрямую зависит от диаметра электрода, то концентрация силы тока выше на конце тонкой проволоки, потому глубина провара больше, нежели при использовании толстого стержня. При этом использование электрода сечением 4-5 мм проплавляет металл нет так сильно, создавая более широкий шов.
То есть, сложно ответить, какой электрод выбрать, правильный выбор учитывает множество нюансов, от вида сварочного агрегата и до требуемой ширины шва.
Подбираем силу тока и полярность
Чтобы правильно варить металл, нужную силу тока определяют с помощью таблиц или расчетным путем, а после устанавливают данное значение на панели инвертора. Чем выше сила тока, тем глубже сварочная ванна и больше мощность дуги. Но не нужно превышать оптимальный показатель – металл будет выгорать, и шов будет плохого качества.
Устанавливая силу тока, непременно учитывают месторасположение работы. Ток максимального значения устанавливают для горизонтальных плоскостей. При вертикальных швах его понижают на 15%, а потолочные требуют снижение силы тока более чем на 20%.
Если варить выпрямителем или инверторной сваркой, то на качество сварки оказывает влияние, как сила тока, так и полярность, а именно направление передвижения электронов.
Электроны перемещаются от отрицательного заряда к положительному. Чтобы правильно варить, полярность меняют, задают как прямой ток (изделие на плюс, электрод на минус), так и обратный.
Как правило, выбирают прямое подключение, деталь в данном случае прогревается больше, но для сварки тонких материалов полярность изменяют с помощью инвертора.
Обратную полярность используют и для сварки легированных металлов, склонных к выгоранию легко плавящихся лигатур.
Техника сварки вручную
Сперва попытайтесь зажечь дугу и держите ее в течение определенного времени. После следуйте инструкции:
- С помощью металлической щетки нужно почистить поверхности закрепляемых деталей от ржавчины и грязи. Если нужно их края подгоняют между собой.
- Учиться варить лучше прямым током, потому подсоедините «плюсовую» клемму к изделию, поставьте в зажим электрод, а на сварочном агрегате установите нужное значение силы тока.
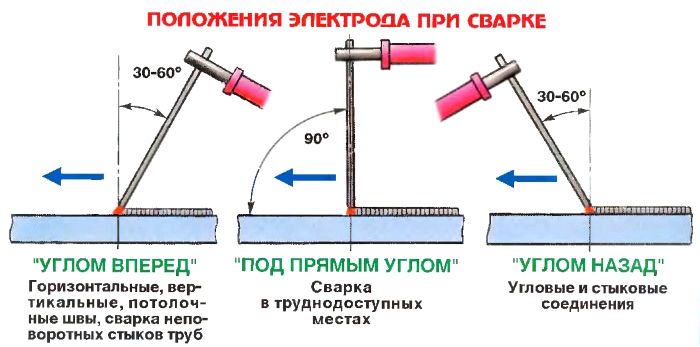
- По отношению к детали наклоните электрод под углом примерено 60° и не спеша проведите им по поверхности изделия. При образовании искр приподнимите край электрода на 5 мм для зажигания дуги.
- Если дуга зажигается неохотно, а электрод постоянно липнет к металлу, повысьте силу тока на 10-20 А. При прилипании стержня покачайте рукоятью по сторонам, вероятно, даже с помощью силы.
- Не забывайте про то, что электрод будет постоянно выгорать, потому лишь соблюдение расстояния 3-5 мм даст возможность удерживать устойчивую дугу.
Научившись запускать дугу, попробуйте не спеша передвигать стержень по направлению «к себе», в это время, делая движения 3-5 мм по сторонам. Пытайтесь переправлять расплав из периферии к середине сварочной ванны.
Сделав шов размером примерно 5 см, уберите стержень и дайте металлу остыть, затем постучите молотком по участку соединения, чтобы удалить шлак. Качественный шов имеет волнистую монолитную поверхность без неоднородностей и кратеров.
Чистота шва зависит непосредственно от правильного движения электрода и размера дуги.
Как поддерживать дугу
Некоторые рекомендации о том, как перемещать электрод и поддерживать дугу для получения качественного шва:
- Для широкого шва электрод передвигают поперек его линии, делая колебательные возвратно-поступательные перемещения. От размера их амплитуды и зависит, какой ширины выйдет шов, потому размер амплитуды рассчитывают с учетом конкретных условий.
- Продольным передвижением электрода создают наплавление ниточного валика, его ширина, как правило, на несколько миллиметров больше диаметра электрода, а толщина будет зависеть от силы тока и скорости передвижения. Ниточный валик – это самый узкий шов.
- Поступательным передвижением электрода вдоль оси удерживают нужную длину дуги. При плавлении, размер стержня уменьшается, потому нужно все время приближать держатель с электродом к металлу, соблюдая необходимый зазор.
Во время сварки применяется комбинация из этих трех перемещений.
Защита металла от образования коррозии
Если помните, еще в самом начале статьи мы говорили про то, что для того, чтобы правильно варить электрической сваркой, мало просто просмотреть видео, а нужно еще и подготовиться в теории? Согласитесь, что статья лучше дает возможность узнать теорию. Помимо этого, видеоролики по какой-то причине упускают необходимость защиты от коррозии деталей при последующей эксплуатации. Мы же попытаемся убрать данный недочет.
Не секрет, что металл под действием кислорода быстро подвергается к образованию ржавчины. Поверьте, швы после сварки корродируют намного быстрей.
Чтобы металлические изделия защитить от коррозии, как правило, используют окрашивание. Чтобы не делать такую работу ежегодно, сделайте ее по всем правилам.
Для начала, нужно убрать ржавчину и старую краску. Для этого желательно использовать металлические щетки-насадки к болгарке или дрели, но можно проводить работы и простой металлической щеткой. Не забудьте во время этих работ защитить глаза с помощью щитка или очков.
После чистки деталей покройте их преобразователем ржавчины, а после обработайте слоем грунтовки. Подбирайте состав грунтовки, который специально предназначен для работы по металлу. После застывания этого слоя можно начинать окрашивание. Отличный результат показали пентафталевые и акриловые эмали, используемые для внешних работ.
Желательно в целях покраски использовать не валик или кисточку, а пульверизатор. При помощи его можно нанести тонкий и равномерный слой краски, который через время не будет отслаиваться и растрескиваться.
Сварка своими руками – довольно сложное мероприятие, но при желании его все же можно освоить. Необходимо только усвоить основные правила работ и постепенно учиться делать простейшие упражнения. Не надо жалеть время и силы на изучение азов, которые будут в дальнейшем основой мастерства. Затем можно смело переходить к сложным приемам, совершенствуя ваши умения.
Как правильно варить электросваркой – делаем красивые швы
В современном мире сварной шов встречается практически везде, в любой отрасли. Но многие хозяева прибегают к услугам специалистов.
Но данный навык можно с легкостью получить самому, тем более сварочный процесс очень увлекателен, от сварки обычного гаража вас может потянуть к изготовлению ажурной изгороди.
Научиться варить несложно, достаточно разобраться с нюансами и можно смело переходить к сварочному процессу.
Подготовка
Прежде чем начать любое обучение и понять, как правильно варить электросваркой, необходимо запастись определенными принадлежностями. Для сварки необходимо приобрести:
Вместо трансформатора и выпрямителя, можно для новичка использовать более простой механизм – инвертор. Он очень удобен и универсален. Им можно варить как алюминиевые сплавы, так и прочные сплавы из стали. С ним в комплекте идет также пара проводов с закрепленными с ними зажимами. На один конец вставляется электрод, а на вторую крепят детали, необходимые для сварки.
Перед началом сварочных работ необходимо подготовить рабочую поверхность. Для этого нужно убрать с поверхностей ржавчину путем обработки ее шкуркой, болгаркой или наждачной бумагой. Если проигнорировать эту процедуру, то могут возникнуть проблемы при розжиге дуги.
Рекомендуем! Как заварить глушитель холодной или электросваркой
Технология процесса электросварки
Сварка – процесс, возделываемый под действием высоких температур. Под ее воздействием обрабатываемые поверхности расплавляются, образуя так называемую ванну, в которой смешивается основной металл с металлической сердцевиной электрода.
Величина образовывающейся ванны может быть разной, в зависимости от исходного типа сварки, положения к поверхности, быстроты перемещения дуги и так далее. В среднем ширина сварки может быть 0,8 — 1,5 см, высота 1 — 3 см, а глубина около 0,6 см.
Кислород при соединении с металлом может оказать нежелательное влияние на стыковку шва, именно поэтому электрод покрыт специальной обмазкой, которая при плавлении образует такую зону из газа в области дуги и над расплавленной ванной, в какую не попадает воздух. Именно поэтому металл не взаимодействует с кислородом. Кроме того, поверх шва образуется шлак, который тоже препятствует взаимодействию сплава и кислорода. На завершающем этапе он счищается щеткой.
Тренировка с зажиганием дуги
Перед любым видом деятельности необходимо набраться опыта. Так и в сварочном процессе, прежде чем приступить к сплаву нескольких металлов, необходимо потренироваться, делая на ненужном листе металла валики. Для этого необходимо очистить ржавую поверхность и грязь на нем.
Затем электрод зажимается в держателе аппарата для сварки (инверторе). Далее, для того чтобы доставить ток в зону плавки, нужно просто почиркать. Или также можно это делать движениями постукивания.
После того как будет создана выполненная электрическая дуга, электрод направляется на заготовку. Стоит отметить, что зазор между электрической дугой и металлической поверхностью должен быть на всем промежутке одинаковым, но не меньше 0,3 см и не больше 0,5 см.
Электрический стержень держат, как правило, под углом 71 градус. Его можно отклонять вперед или назад, как будет мастеру удобнее. В дальнейшем наклон можно изменять в зависимости от удобства мастера или от специфики сварки.
Рекомендуем! Как сварить ПВХ ткань своими руками
И также на данном тренировочном этапе необходимо прочувствовать необходимую силу тока электросварки, для того, чтобы подача осуществлялась стабильно. Если сила тока будет маленькой, то электрическая дуга будет гаснуть, а если, наоборот, большая, то металл начнет плавиться. Навык в работе сварки можно получить, прибегая к методу проб и ошибок.
Сварные швы в зависимости от скорости сварки
Правильные движения электродом
После тренировки валиками, которые после усердных тренировок должны получаться примерно ровные и красивые, можно приступать к тренировке сварочных швов. Именно на этом этапе можно понять, как правильно класть идеальные швы электросваркой. Этот этап уже посилен начинающим, которые хорошо набили руку на валиках, прочувствовали необходимую силу тока, расстояние между зазорами и т. д.
Для свариваемого шва необходимо сначала подготовить оборудование, как это описывалось выше (зажечь электрическую дугу).
Отличительной чертой от предыдущего этапа является то, что рука мастера в этот раз движется не по прямой, а по косой траектории, совершая легкие колебательные движения с небольшой амплитудой.
Выглядит это, как будто мастер перемещает раскаленный, плавящийся металл от одного края сварного элемента к другому.
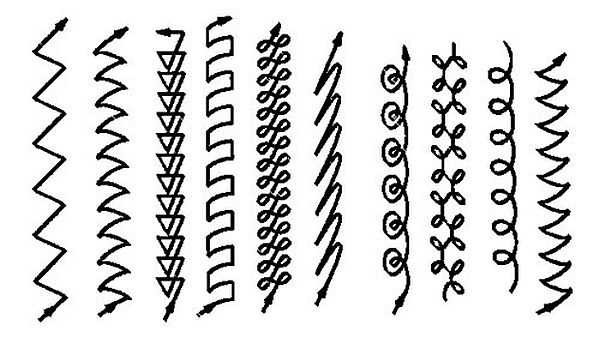
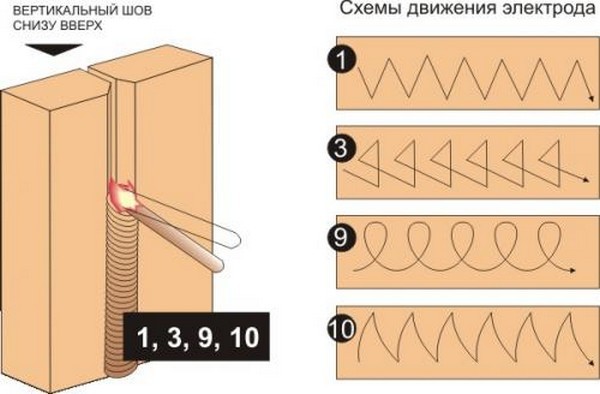
Движение может отличаться и быть образом зигзага, петлевой или напоминать повторяющиеся изгибы похоже на елки и серпы.
Различают траекторию, производимую по трем направлениям:
Манипулирование электродомРекомендуем! Сварка инвертором тонкого металла
Тренировку также необходимо проделывать на ненужном металлическом листе. Для начала начертите мелом линию так, чтобы ее было видно сквозь затемненное стекло сварочной маски Далее, вдоль этой линии необходимо прочерчивать электродом шов по одной из перечисленных выше траекторий. После того как стык остынет, от него молоточком отбивается шлак, и получается красивый шов.
После получения этих первоначальных навыков можно смело приступать к сварке соединительных швов. Они бывают абсолютно разной формы: горизонтальные, вертикальные, углообразные, стыковые, внахлест и другие. После того как прочувствуете, что ваша рука движется более или менее уверенно, много тренировались, можете только после этого попробовать сваривать красивые и ажурные швы.
Для визуального восприятия процесса сварки рекомендуем просмотреть данное видео
Таким образом, можно самостоятельно обучиться очень нужному навыку работе с электросваркой.
Для этого необходимо запастись определенными принадлежностями и инструментами. А также стоит помнить, что сварка очень опасное занятие, поэтому при работе с ней необходима специальная оснастка и меры защиты (шлем, перчатки, одежда).
Чтобы освоить этот тип работы, необходимо предварительно потренироваться на ненужном листе металла.
Как научиться варить электросваркой — фото и видео уроки
Сварка – это наиболее надежное соединение неразъемных деталей.
В повседневной жизни она широко используется в изготовлении изгороди с использованием сетки-рабицы, тепличных каркасов, печей для бань и гаражей или различных емкостей, необходимых на дачных участках.
Человек, владеющей навыками сварочных работ, способен создать на своем приусадебном участке настоящие шедевры ажурных ограждений, навесов для крыш и прочих необходимых в быту вещей.
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции.
Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов.
При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки.
Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.
Способы сварки
Существуют следующие способы сварки:
- Газопрессовая, с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.
- Контактная, осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.
Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
Выбор правильного оборудования
Если вы решили освоить технику выполнения сварочных работ, то вам потребуется сварочное оборудование. Его можно арендовать или купить.
В настоящее время торговые точки предлагают сварочные аппараты, оснащенные устройством, позволяющим увеличивать или уменьшать силу тока. Любители делать все собственными руками, могут смастерить сварочный аппарат из подручных средств.
В любом случае, вам потребуется один из следующих преобразователей электрической энергии:
[stextbox id=»info» caption=»Кстати!»]** Рекомендация. Наиболее эффективным из перечисленных аппаратов считается инвертор, отличающийся экономичностью и высокой производительностью.
Работа сварщика опасна ожогами и вредными газами
Как правильно выбрать электроды для сварки
Для самой распространенной, дуговой сварки требуются электроды, которые предназначены для подведения тока к сварочному шву. В большинстве случаев, это – проволока, состоящая из специального плавящегося порошка.
Но для тех, кто впервые сталкивается со сварочными работами, лучше использовать электроды, в виде твердых стержней, покрытых плавящимся составом. Они позволяют даже новичку оформить ровный шов. Оптимальный диаметр стержня электрода для этой категории сварщиков – 3 мм.
Электроды меньшего диаметра применяются для соединения тонких листов металла, а для использования
Упаковка сварочных электродов
электродов большего диаметра необходимо оборудование большей мощности.
Безопасность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются ярким световым излучением и множеством брызг раскаленного металла. Поэтому, сварщик должен позаботиться о защите кожи своего лица и глаз от ожогов. Для этих целей потребуется специальный щиток и маска.
Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности.
Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.
Маска сварщика защищает глаза от ожогов и потери зрения
В целях обеспечения пожарной безопасности, в местах проведения сварочных работ должна быть емкость с водой или другие средства, защищающие от возгорания при попадании случайной искры.
Пошаговая инструкция выполнения сварочных работ
Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
[stextbox id=»info» caption=»Кстати!»]** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ.
В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей.
При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
Видео — ручная дуговая сварка для начинающих
Как самостоятельно научиться правильно сваривать металл: урок электродуговой сварки инвертором
На дачном участке, у себя в частном доме, гараже или собственной мастерской часто бывают случаи, когда требуются навыки сварщика.
Особенно данные навыки полезны при ведении строительства собственными силами. А научиться, как пользоваться электросваркой и использовать ее для своих нужд довольно просто.
Для этого нужно понимать основы сварки металла, знать некоторые профильные секреты и научиться ими пользоваться.
Основы сварки
Суть электросварки металла состоит в следующих действиях. Силовой агрегат в виде трансформатора или инвертора вырабатывает определенной мощности ток, который подается по кабелям к специальному электроду из металла.
Между металлической заготовкой, приготовленной к сварке и электродом возникает электрический разряд, образуя устойчивую высокотемпературную электрическую дугу, расплавляющую металл.
При этом образуется точечная ванночка кипящего металла, в которой плавится и сам электрод, выполняющий одновременно роль присадочного материала.
Сварщик, передвигая дугу, формирует шов, в котором кипящий метал обоих свариваемых между собой заготовок перемешивается образуя единое монолитное соединение.
Виды электросварки
Электрическая дуга горит за счет мощного тока подаваемого к электроду. Ток может быть переменным и вырабатываться сварочным трансформатором или постоянным, подаваемым к месту сварки от инвертора:
- Трансформатор. В зависимости от модели может подключаться к сети 220 либо 380 V. Но работать с этим агрегатом новичку будет сложно, так как при переменном токе электродуга непостоянна и удерживать ее человеку с небольшим опытом сварочных работ довольно трудно. При этом дуга создает шум и ей свойственно разбрызгивать кипящий металл из ванночки. Сам трансформатор отличается большим весом, громоздкостью и создает значительные перепады напряжения в электросети особенно в момент зажигания электродуги. Это, естественно, отрицательно воздействует на бытовую технику.
- Инвертор. Выдает к электроду постоянный ток, преобразованный из переменного, который он получает от централизованной электросети напряжением 220 V. Аппарат имеет небольшой вес, компактный, работает бесшумно и практически не влияет на напряжение в сети, отличается высокой производительностью. Подаваемый к электроду постоянный ток обеспечивает устойчивое горение электродуги, которой даже можно варить жесть, благодаря чему ее проще контролировать и перемещать при сварке.
Именно такой аппарат должен использовать начинающий мастер для приобретения сварочных навыков.
Технология процесса
Электросварка относится к высокотемпературному процессу плавки металла. Чтобы было понятно, как правильно сваривать металл электросваркой, нужно отчетливо осознавать все происходящие процессы:
Рабочие инструменты сварщика
Инверторы для сварки продаются уже с комплектом кабелей с электродным держателем и прищепкой для массы. Но при покупке все эти рабочие элементы рекомендуется тщательно осмотреть, чтобы убедиться в их качестве.
Сварочные кабели должны быть покрыты гибкой резиновой изоляцией с надежными контактными наконечниками из латуни и подходить к разъему выбранного аппарата.
Если инвертор рассчитан для работы в пределах 150А — его кабеля должны иметь сечение около 16 мм2. При силе тока в 200А — 25 мм2, а свыше 250А — желательно использовать сечение 35 мм2.
Также нежелательно удлинять провода, так как это снижает мощность тока, подаваемого к электроду.
Держатель электродов. Является самым важным инструментом сварщика, потому, что им производится основная манипуляция электродугой при сваривании металла.
Обычно это качественно изолированный и совершенно безопасный держатель в виде прищепки.
Эта модель удобна тем, что после замены, перед тем как варить электродом, его можно выставить не только перпендикулярно по отношению к держателю, но и выставить определенный градус в 45о.
Кроме всего этого, сварщик должен быть обеспечен:
Желательно данное значение не превышать, иначе электрод будет вместо спокойной плавки металла просто выдувать его из ванночки.
Азы электродугового способа
В рекомендациях, как научиться варить инвертором, рекомендуется обратить внимание именно на начало процесса сварки.
Прежде чем начать работу, следует выставить свариваемые заготовки в заданное положение, а при надобности надежно их зафиксировать на рабочем столе. Для пожарной безопасности рядом должно находиться ведро с водой.
Во избежание случайного возгорания нельзя производить сварку на основании из дерева. Не допускается разбрасывать горячие огарки электродов в зоне ведения сварных работ.
Розжиг электродуги и наложение шва
Чтобы зажечь дугу без залипания электрода рекомендуется его наклонить к металлической заготовке под углом примерно около 600 и произвести им скользящее движение (примерно, как спичку о коробок).
После того как появится искра, электрод следует оторвать от металла на расстояние не более 3−5 мм и удерживать его в таком положении на протяжении всего процесса сварки.
Если электрод во время розжига дуги залипнет к поверхности металла, его нужно просто качнуть из стороны в сторону и повторить попытку розжига.
Электрод во время горения дуги нужно медленно перемещать вдоль свариваемых кромок металлических заготовок, плавно совершая им колебательные движения. Этими движениями расплавленный под большой температурой металл как бы «сгребается» в центр ванночки, образуя монолитный, слегка выпуклый шов.
После этого электрод возвращается к углублению, заполняется кипящим металлом от электрода, и работа продолжается.
Манипуляция электродом
Перед тем как научиться варить инвертором, нужно познакомиться с траекториями движения электрода, которые нужно делать при сварочных работах. Они могут выполняться по трем направлениям:
На практике при сварке особенно толстого металла используются все три движения, которые производятся по очереди при последовательной накладке очередных швов друг на друга.
Кроме классических манипуляций у каждого сварщика со временем вырабатывается личный почерк. Но главная работа заключается в хорошей проплавке кромок свариваемых деталей и создание шва заданной высоты и ширины.
Работа с трубами
Ручной дуговой сваркой могут накладываться вертикальные, горизонтальные и потолочные швы и самый простой — сварка в нижнем положении. Например, отопление, при горизонтальном положении трубопровода сварка выполняется практически во всех пространственных положениях. Кроме этого, если труба расположена вертикально, накладывается только горизонтальный шов.
Трубу можно самостоятельно заварить путем ее поворота вокруг своей оси, используя газовый аппарат или инвертор. В данном случае ее сваривают вертикальным швом или в нижнем положении.
Если толщина стенок свариваемых труб не более 6 мм, на стык накладываются два шва: коренной и перекрывающий слой. При толщине стенок в диапазоне 6−12 мм накладывается не менее 3 слоев. Если металл имеет толщину больше 19 мм, тогда шов формируется из четырех и более слоев.
Каждый наложенный шов обязательно должен освобождаться от шлака и тщательно зачищаться, после чего разрешается накладывать очередной слой.
Второй слой и все следующие выполняются в более медленном темпе, при этом начало каждого нового слоя должно исходить от предыдущего со смещением в пределах 15−30 мм. Завершающий верхний слой должен плавно сливаться с поверхностью металла свариваемой трубы и иметь определенный катет.
Для улучшения качества проваренного стыка трубы новый слой по отношению к предыдущему ведется в обратном направлении.
Несколько советов мастера
Чтобы лучше усвоить практические уроки электросварки, желательно начинать тренироваться с умения накладывать швы на толстом металлическом листе.
На нем легче научиться манипулировать электродугой, накладывая самые различные швы, используя простые размеренные движения электрода.
Полученные навыки помогут прочувствовать, под каким углом электрода и при каких движениях лучше получается шов и в дальнейшем помогут выработать определенный стиль владения держателем.
Сваривать две заготовки длинным сплошным швом сразу не рекомендуется. При температуре шов будет стягиваться, и сваренная деталь деформируется. Чтобы этого не произошло, заготовки следует временно скрепить между собой небольшими точечными прихватками с шагом примерно 80 — 250 мм. При этом шаг зависит от размеров заготовок, приготовленных к сварке.
Электросварка – как правильно варить металл самостоятельно?
Среди гениальных изобретений человечества электросварка, бесспорно, занимает одну из ведущих позиций – настолько универсальным и многоплановым является метод соединения деталей посредством расплавления электрода под воздействием электрического тока.
Использование этого метода соединения металлических частей и конструкций уже давно вышел за пределы привычного понимания сварки, как метода соединения металлических деталей из черного металла.
Уже давно стали привычными такие разновидности электросварки как сварка алюминиевых конструкций, чугуна, соединение деталей под водой, в безвоздушном пространстве, и даже эксперименты в области медицины по соединению тканей организма.
И все же наибольшего развития технология электросварки нашла в строительстве и машиностроении, при этом наибольшего распространения получила технология дуговой сварки в защитной среде (ММА).
Основные азы сварочных работ
Осваивая первые шаги в сварочном деле необходимо понимать, что успешное обучение является результатом усвоения как теоретических знаний, так и практических умений.
К теоретическим знаниям следует отнести:
- знание теоретических основ физических процессов электродуговой сварки;
- знание основных характеристик и принципа работы сварочного оборудования разных типов;
- знание порядка организации работ, привил техники безопасности;
- знание основных маркировок электродов, технологии сваривания различных материалов и компонентов.
Пошагово технологию сварки можно представить примерно так:
- электрический ток большой силы от 10 до 160 и даже 250 ампер образует электрическую дугу между электродом и свариваемыми поверхностями металла;
- вследствие создания электрической дуги происходит повышение температуры электрода и происходит горение обмазки, в горении участвуют вещества, которые выжигают вокруг себя кислород, образую небольшой объем пространства, защищенного от кислорода;
- образовавшийся газ высокой температуры плавит сердцевину электрода, которая образует сварочную ванну, в которой металл находится в жидком состоянии и заполняет шов между свариваемыми деталями.
Необходимые материалы/инструменты/защита
Переходя к практическому освоению навыков сварочных работ, следует выбрать сварочный аппарат:
- Трансформаторный сварочный аппарат – вид сварочного оборудования, который выдает переменный ток, ранее был самым распространенным видом сварочного оборудования, прост, неприхотлив в работе, но требует хорошей электропроводки и нормального напряжения в сети;
- Сварочный инвертор – относительно новый тип сварочного оборудования, легок как в смысле работы, так и в плане веса, может работать при довольно существенных перепадах напряжения, в отличие от трансформатора выдает постоянный ток на сегодняшний день является наиболее перспективным видом оборудования для любительского использования;
- Сварочные полуавтоматы – это оборудование, для различных видов сварочных работ проводимое сварочной проволокой в среде инертных газов, для работы полуавтоматической сваркой требуется использование баллона с инертным газом, это весьма дорогое оборудование, однако сварочным полуавтоматом можно проводить сварку даже очень тонких деталей.
К минимально обязательному набору инструментов сварщика нужно отнести:
- сварочный молоток;
- щетку по металлу;
- различные зажимы и струбцины;
- болгарку с набором отрезных и шлифовальных кругов.
Важно! Учитывая, что при сгорании электрода выделяется свет в 55-70 раз интенсивнее солнечного, обязательным элементом защиты сварщика является маска сварщика со специальным затемненным стеклом.
Кроме этого, сварщику нужно иметь:
- Специальные термостойкие перчатки.
- Специальный костюм сварщика из брезента.
- Рекомендуется иметь и специальную обувь – ботинки с высоким берцем или сапоги, при этом брюки костюма должны быть выпущены поверх ботинок или голенища сапог. Такое может быть немодное решение, не допустит во время работ попадания окалины внутрь обуви.
- И если сварщик хочет иметь еще долгое время модную шевелюру на голове, то обязательным элементом одежды должна стать шапка или кепка.
Как выбрать правильное оборудование, электроды и экипировку
При выборе сварочного аппарата для освоения первоначальных навыков работы достаточно и сварочного трансформатора, сварочный инвертор как оборудование более высокого класса разумно приобретать с прицелом на постоянную работу.
Стандартные кабели к сварочному аппарату, чаще всего бывают длиной в 1,5 метра, чего явно недостаточно для работ на высоте или в небольших помещениях, поэтому рекомендуется приобрести кабели большей длины.
Сварочные аппараты последнего поколения, независимо от того трансформаторные или инверторные сегодня оборудуются системой принудительного обдува, поэтому при покупке нелишне проверить их работоспособность при включении оборудования в сеть.
Приобретая электроды для начального обучения, рекомендуется для более эффективного овладения навыками покупать не пачку в 5 кг, а купить несколько пачек электродов разного диаметра от 2 мм до 5 мм по 1 кг. Этого количества электродов вполне достаточно для того чтобы понять как варить.
Немаловажным моментом при покупке электродов является маркировка – УОНИ, марка электродов для постоянного тока, и пытаться положить правильный шов на трансформаторном аппарате будет бессмысленно. Электроды марки АНО-4 обладают универсальными качествами и могут использоваться для сварки любым аппаратом.
При выборе защитной маски следует знать, что современные маски с автоматической защитой имеют наибольший эффект, они не требую постоянного держания в руке, фильтр автоматически включается при появлении дуги, но к сожалению, сегодня такие маски пока еще весьма дороги для многих начинающих мастеров.
Маски старого образца с неизменяемым светофильтром, а в особенности те, что стандартно продаются в комплекте сварки, требуют определенной доработки:
- Во-первых, они не имеют защитного стекла, такое самое обыкновенное стекло вставляется с наружной стороны маски и защищает светофильтр от искр и попадания окалины. Со временем, такое стекло просто снимается и заменяется новым.
- Во-вторых, сам светофильтр в таких масках идет с довольно большой степенью защиты, для новичка это не совсем правильно, ведь новичок только овладевает навыками работы, а не проводит сваривание 6 часов кряду. Поэтому рекомендуется заменить фильтр, на более прозрачный, например, на светофильтр №3 что дает намного лучший результат.
Пошаговая инструкция по проведению сварочных работ
Подготовка к проведению сварочных работ подразумевает не только подготовку материалов и оборудования, но и строгое соблюдение правил техники безопасности!
Следует знать, что сварочные работы это работы с повышенным риском, поэтому строгое соблюдение правил эксплуатации электроустановок, пожарной безопасности при работах должны быть соблюдены неукоснительно:
- рабочее место должно обеспечивать свободный доступ к свариваемым конструкциям;
- огнеопасные материалы должны быть убраны;
- сварочные работы должны проводиться в сухом помещении, при обеспечении правил электробезопасности;
- сварщик должен быть экипирован соответствующим специальным костюмом, перчатками, обувью.
Приступая к работам:
- свариваемые детали очищаются от ржавчины, краски, смазки и прочих веществ;
- места сварки тщательно подгоняются напильником или болгаркой зачищаются заусеницы;
- свариваемые детали прижимаются друг к другу и фиксируются;
- провод массы держателем прикрепляется к одной их деталей;
- включается в сеть сварочный аппарат;
- вставляется электрод в электрододержатель стороной свободной от обмазки;
- несколькими движениями электрод проводится по одной их деталей, для проверки наличия тока и розжига электрода;
- берется маска, электрод подносится к месту сварки, маска подносится к глазам и производится сваривание деталей несколькими небольшими швами по 3-5 мм;
- после сваривания швов проводится проверка правильности соединения, поскольку при дуговой сварке возможно смещение деталей и самого металла, вследствие чего образуются достаточно большие щели;
- через 1-2 минуты после прихватывания деталей сварочным молотком аккуратно, надев обычные защитные очки, легкими ударами оббивается шлак и окалина, проверяется качество шва;
- при удовлетворительном результате проводится сваривание непрерывным швом по всей длине деталей;
- через 3-5 минут молотком и щеткой по металлу очищается шов, проверяется качество;
- отключается аппарат, производится уборка рабочего места.
Как делать разные виды швов
Мастерство сварщика формируется постепенно, и не стоит ставить невыполнимую задачу научиться варить с после 1–2-х электродов. Мастерство появится тогда, когда сварщик научится не только правильно держать электрод, но и определять размер шва и ванны на ощупь.
Зажигая дугу, следует несколько раз провести в сторону шва электродом по поверхности, флюс начнет постепенно плавиться, при этом начнет образовываться ванна.
Ведя электрод в сторону по шву внимание нужно обращать не на искры, а на образовавшуюся ванну, таким образом, контролируя процесс сварки.
При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов.
Научившись держать дугу, следующим этапом овладения мастерством будет умение формировать шов. В зависимости от условий работы основными умениями будут считаться умения сварки:
- горизонтального шва;
- вертикального шва;
- шва соединения труб;
- потолочного шва (сварщик находится под свариваемыми деталями, вся работа производится вверху).
На начальном этапе достаточно овладеть навыками создания простого горизонтального шва. Для этого:
- электрод держится на расстоянии 2–3 мм от поверхности, формируется ванна;
- легким движением электрода в сторону ванна тянется по шву;
- при движении кончик электрода описывает полукруг, наплавляя металл в виде чешуи.
После окончания сварки, очистив шов от шлака, в результате должен получиться ровный шов в виде полоски накрывающих один другого чешуек.
При сварке вертикальных швов шов ведется снизу вверх или сверху вниз, таким образом, чтобы электрод надежно держал ванну, для этого кроме описывания полукруга электродом его нужно, то приближать, то удалять от поверхности, проваривая металл на достаточную глубину.
Потолочный шов формируется зигзагообразными движениями, но для таких видов работ используются специальные электроды, обмазка которых формирует внутри чашечку с расплавленным металлом.
Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.
Особенности сварки труб
Сваривание труб в зависимости от расположения шва проводится следующим образом:
- на концах свариваемых труб формируется фаска;
- свариваемые концы совмещаются друг с другом;
- в нескольких точках прихватывается шов;
- при горизонтальном расположении от крайней нижней точки проваривается сектор до середины трубы с нижней части, после с верхней части.
Профессионалы делают шов непрерывным, меняя положение электрода, для новичка достаточно обварить нижнюю, а потом верхнюю часть.
При сварке труб большого диаметра и толщине стенок, больше 6 мм трубы сваривают в 2 слоя, чем больше диаметр и толщина стенок, тем больше слоев нужно проваривать, условно каждые 6 мм толщины добавляют один слой.
Условно тонким металлом считается металл толщиной до 2 мм. Основной проблемой при сварке таких изделий является прожиг электродом сквозного отверстия. Для этого используются электроды небольшого диаметра – 2 и 2,5 мм и небольшую силу тока.
Так, для сварки металла 1 мм достаточно электрода 2 мм и силу тока сварочного инвертора 30-35 ампер. Кроме этого, для сварки тонкого листового металла и более толстого основания используют различные накладки из более толстого листового металла, приваривая который проваривается и тонкий лист.
Советы и рекомендации
При сваривании деталей необходимо учитывать, что существует опасность тепловой деформации металла, особенно когда сами свариваемые детали не совсем плотно прилегают друг к другу в таком случае рекомендуется сначала прихватить конструкцию в нескольких местах, а после производить окончательную сварку.
Планируя сварочные работы необходимо просушить электроды при высокой температуре, влажная обмазка не позволяет формировать нормальный шов, она крошится, распадается, образует большое количество шлака.
После остывания шва нужно обязательно проверить наличие раковин. Их необходимо очистить от шлака и вновь проварить.
0,00, (оценок: 0)Загрузка…

